选煤厂智能决策系统在神东矿区的 研发与应用
时间:2023-10-31 作者:李江涛,王安佳 来源:智能矿山网 分享:

国能神东煤炭能源集团有限责任公司洗选中心(简称神东洗选中心) 坚决贯彻落实党的二十大精神和“四个革命、一个合作”能源安全新战略,以集团公司“一个目标、三型五化、七个一流”发展战略为主线,深入落实集团公司“41663”总体工作方针,持续巩固“五个100%”建设成果,大力推进“黑灯”选煤厂建设,夯实信息基础设施建设、推进选煤厂全流程智能控制、提升设备全寿命周期管理能力、完善安全风险智能预警功能,深化数据分析应用和数字化转型,发挥洗选中心集中高效管理优势,形成神东全区域选煤厂协同生产组织能力,提升选煤厂智能决策水平,全面推动智能化建设向纵深发展。
夯实信息基础设施建设
信息基础设施是智能化建设核心基础支撑,在数据记录存储、分析决策方面发挥着重要的作用,信息化正加速改变煤炭安全生产和经营管理方式。传统的信息化硬件、软件、网络无法有效地配套融合;数据中心不能互通共享,还面临着算力不足,数据利用率低的问题。夯实信息基础设施的目的就是聚焦选煤厂数字化转型和智能决策系统建设,通过数据平台和网络系统的升级,发挥云计算和大数据分析技术支撑作用。
构建选煤厂一体化管控平台
按照国能神东煤炭能源集团有限责任公司洗选中心选煤厂(简称神东选煤厂) 智能化建设要求,建立标准统一的工业互联网构架,打造全局态势感知、全域精准预警、多业务一体化协调运营的智能一体化管控平台。基于选煤厂数字化转型规划,部署建设涵盖生产运营、设备运行、安全管理、分析可视的区域管控系统,实现对选煤厂生产运营动态
的实时监视;按照“采、传、控、用”的基本建设思路,各选煤厂构建“可视、可控、可算”的协同驱动数字孪生平台。神东洗选一体化管控平台如图1所示。
打造选煤厂有线+无线“1+N”融合网络
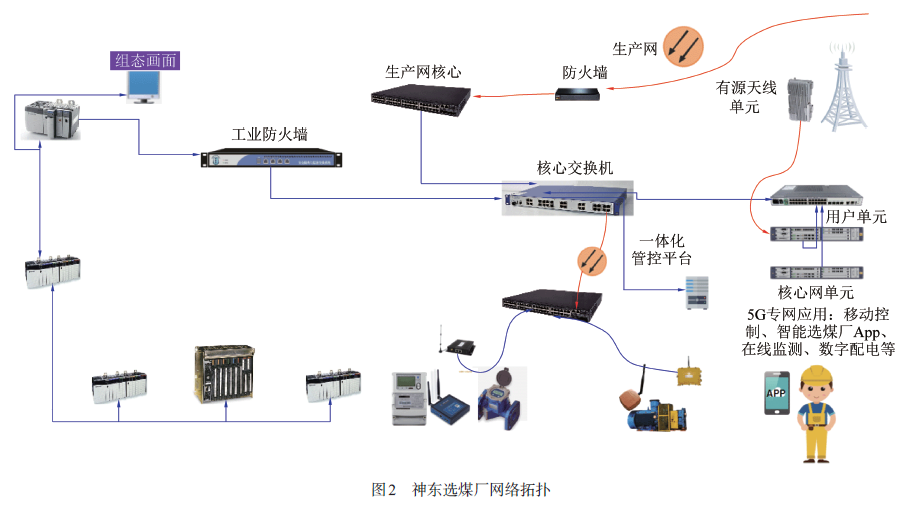
充分利用神东办公网+生产网的有线网络基础设施,实现神东区域5G专网和有线网的互通,应用新一代高速网络和切片技术,按照选煤厂的业务需求进行接入,并完善选煤厂内部网络(图2)。迭代升级工控环网,全面推进万兆级网络建设,推进高速无线网络全覆盖,构建1 个万兆有线+N个无线融合的融合通信网络。

建立多源互通的实时感知系统
煤质指标精准检测
(1) 制定煤质指标检测设备配置标准
根据选煤厂工艺特点和产品质量要求,制定从原煤、筛分破碎、分选系统、煤泥水处理、装车系统全过程的产品质量检测标准,检测设备精度按照生产需要进行配置,采用精准检测和指导生产相匹配的原则,并能够根据数质量平衡规律实现检测数据的校核。
(2) 煤质指标检测设备部署的主要原则
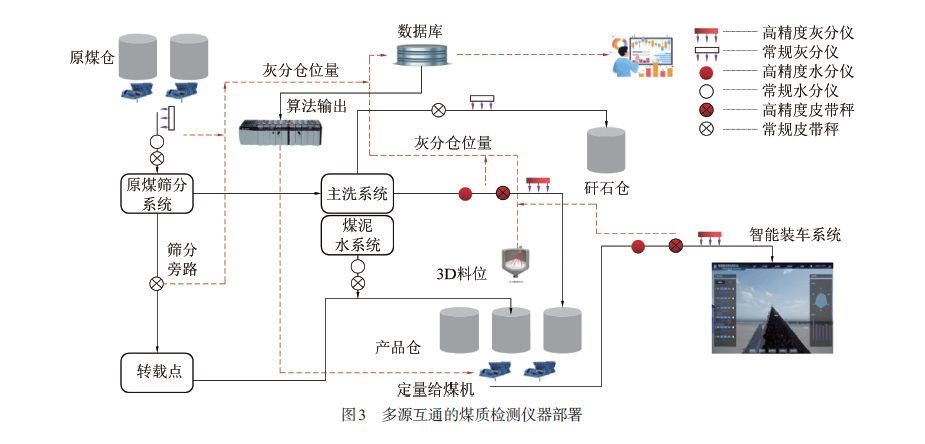
由于神东洗选中心所有选煤厂均为动力煤选煤厂,精煤作为其最重要的产品,所要求的检测精度和数据的实时性较高,其数据一般作为分选密度调节的基本依据。而入选原煤灰分仪的数据一般作为生产的指导性数据,用以预测分选密度和煤泥水系统负荷,以便及时做出生产工艺的调整。另外,矸石灰分是强制调整悬浮液密度的依据,在矸石灰分小于75%(选煤厂根据矸石用途及可选性可能有所不同) 时,需要直接参与密度调整的控制,并要求和工控系统进行联动。装车带式输送机灰分仪同样对检测精度和数据实时性的要求较高,尤其是有配煤要求的选煤厂,需要用灰分数据直接控制产品仓给煤机的启停数量。煤质指标检测设备的部署原则就是根据产品结构和工艺系统灵活配置,才能实现得其所用,精准高效的目的。多源互通的煤质检测仪器部署如图3 所示。
工艺参数互联互通
传统的工艺系统控制利用工控系统(PLC 或DCS) 来完成,工艺参数转换为开关量或标准电压电流信号接入工控系统参与控制,随着各类仪表、传感器数量的大量增加,工控系统的接入和计算能力明显不足,尤其是关联大量的第三方系统数据后,其逻辑计算能力不足。选煤厂采用自行研发的一体化管控平台,利用报表工具、组态软件、时序数据库、关系型数据库相集成的方式,实现了工控系统和第三方系统数据的交互,将孤立的、单点式的数据整合在一起,并且可接入语音、视频、文字等非结构化数据,大幅提升了数据的可视化能力。
单机设备态势感知
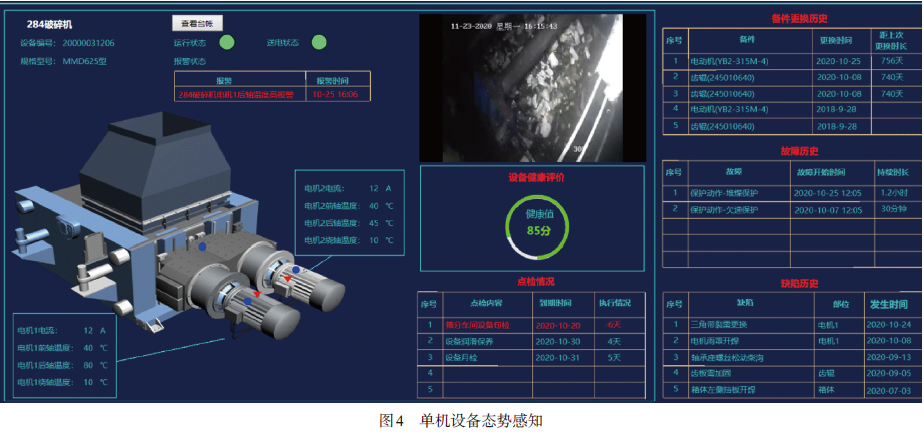
在选煤厂智能机电管理模块中建立单机设备运行能力和健康状态评价体系,对主要生产设备的结构参数和工艺参数等静态参数进行采集和存储,对电流、温度、振动、煤量、流量、压力等动态参数进行全面标准化处理后接入一体化管控平台,通过各类数据的整合分析实现单机设备的态势感知(图4)。
建立标准数据服务目录
多源数据融合和关联共享的关键是源数据的唯一性,但是在数据标准化处理及建立数据共享机制的过程中,处理原有系统、统建系统、新建系统三者之间的关系是一个难题。最理想的方式是打破所有原有系统,新建1 个一体化管控平台,但是这在实际建设过程中并不容易实现。选煤厂在建设多源互通的数据体系过程中,采用建设数据服务目录的方式解决数据共享问题,将所有的原有系统和在建的基础数据进行梳理,建立了基于数据库表的数据服务目录,并制定基础源数据之间的索引关系和权限级别,以便在后续新建系统及当前的系统整合过程中实现源数据的唯一性。在构建数据服务的过程中,数据标准化及数据共享协同机制同时建立,大幅提升了数据互通能力。
整合业务架构 构建智能决策模型
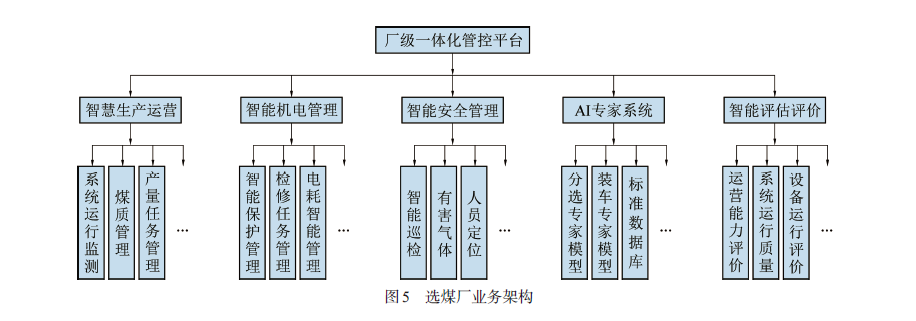
智能化、数字化建设对企业运营管理模式的影响越来越大,数字化转型的重点是对业务“化繁为简”,通过对现有业务的梳理及整合,进一步划分流程管理权限和业务边界,从而建立高效精简的业务模型。选煤厂业务架构如图5 所示。业务模型整合的基本做法是对生产运营、机电管理、安全管理等核心业务进行梳理,将功能模块细分后,以纵向到底为原则,贯穿生产一线、选煤厂管理层、公司决策层,为智能决策提供同源同质数据报表,再将业务数据进行横向整合。以生产运营层面的关键需求为目标以生产业务、机电管理、经营成本等数据为基础依据,采用各类数据算法及统计方法,形成对关键目标参数的计算和推演,辅助业务管理人员和领导决策层对生产运营的重点事项进行决策。
选煤厂智能决策系统
基于选煤厂信息基础设施、一体化管控平台、多源互通的感知系统和对业务模型的梳理优化,研究并建立了选煤厂全流程智能控制和融合联动机制,形成全流程可视可控的“一屏统管”管控模式,建成智能调度中枢功能体系,研究了产品结构智能推演和生产方式的动态调整机制,实现了选煤厂生产运营决策能力的大幅度提升。
全流程智能控制与融合联动
选煤厂生产系统的平稳高效运行是生产运营智能决策的基础。选煤厂在完成一键切换、智能分选、智能加药、智能装车等核心工艺环节的智能化改造后,需要建立一种融合联动机制,让整个生产系统从自动化提升、关键环节的智能化改造升级为高度协作、联动控制的选煤厂产品生产线,并建立适用于连续作业生产线的评价体系。
(1) 提升生产系统平稳运行能力
增强设备故障预判能力,加强预防性检修,降低设备故障率一直是选煤厂保障系统平稳运行的主要做法。预防性检修的依据主要来源于人工点检或智能监测传感器的预警,对于大型单机设备,如趋势分析或专业的振动分析对于故障预判和保障系统平稳运行较为重要。对于由几百台设备、闭环工艺管路和各类监测仪表等组成工艺系统来说,由于故障点极其分散且故障类型众多,预防性检修并不能完全解决系统平稳高效运行的问题。需要考虑选煤厂生产设备的工艺关联对系统平稳运行的影响。主要的做法就是建设设备运行及保护动作智能分析系统,将设备保护动作信号进行实时采集和统计分析,计算动作时间和频次,自动归集到不同工序段,智能分析全时段的停车次数和宕机原因,推送故障发生的关联因素,从而迅速找到最有可能导致故障发生的环节。该系统也能在阶段性的历史数据积累中发现系统的瓶颈类问题。设备运行及保护动作管理界面如图6 所示。
(2) 建立选煤工艺系统的融合联动机制
生产系统的控制功能主要依托工控系统来完成。融合联动主要体现在2 个方面:①下游工序对上游工序的反馈调节作用;②煤泥水和洗选2 个闭环系统的内部PID 调节作用以及互联机制。例如:为了增加混煤产量,在调节筛分系统筛机出料端闸板开度的同时调节煤泥水系统的加药量,减轻压滤机工作压力,降低不必要的能耗。整个过程实现的技术途径就是设计不同生产方式下的动作组合逻辑,以1 个目标参数联动1 组执行动作,并监测系列动作执行后的新平衡状态。

(3) 形成全流程智能控制生产线量化评价体系
在智能分选、智能煤泥水、智能装车等智能化项目改造完成后,经常遇到的问题是局部的改造不能一直得到优化提升,其无人值守、降本增效成效不明显。盲目认为建设效果不理想或者只是局限于某一功能的实现。为了对全流程智能控制生产线进行迭代升级,需要建立一套指标体系评价智能化控制水平。指标体系分为无人值守、降本增效和系统运行质量评价,通过实时的评价能力,能够引导全流程智能控制和融合联动功能不断提升。
打造“一屏统管”管控模式,实现全流程数据可视
为了提升“数据多跑路,员工少跑腿”的目标,数据全流程可视化是智能决策系统的基本功能。一体化管控平台和多源数据互联互通机制使数据从源头上有了统一标准,能够保障生产运营数据下沉生产一线,提升车间级的数据分析能力,从而逐级支撑上级管理层级对数据的获取,最终实现“一屏统管”。
(1) 5G+智能终端的应用
基于神东5G专网和智能移动终端,成功开发和应用了智能一体化管控APP,该APP 不仅实现了与工控系统的业务交互功能,而且集成了报表系统、视频监测、移动控制、数字配电等多项数据查看和操作功能。利用5G大带宽、低时延的特点,视频传输质量得到极大的提升,数据监测画面和工控系统数据延时小于30 ms,报表数据刷新速度和画面切换速度提升了员工的工作体验。智能终端数据展示如图7 所示。
(2) 基于一体化管控平台的业务功能整合
传统的信息系统业务数据共享程度低,主要问题在于各个岗位和层级所需要的数据不同。生产一线倾向于实时数据和阶段性的分析报表,管理层倾向于趋势分析和决策分析。建立“一屏统管”管控模式,首先建立标准业务模型,完善从一线到管理层各个环节的数据可视化需求,建立多站点、全链条式数据服务。此举既满足了不同层级的数据需求,也使数据流转路径实现了统一。
建立智能调度中枢功能体系
调度是生产组织的中枢和大脑,随着智能化建设的不断深入,调度功能体系也随之扩充,尤其是提高了生产组织的动态调节能力,以往调度员多则依靠经验指挥生产且对工艺系统参数关注得较少。

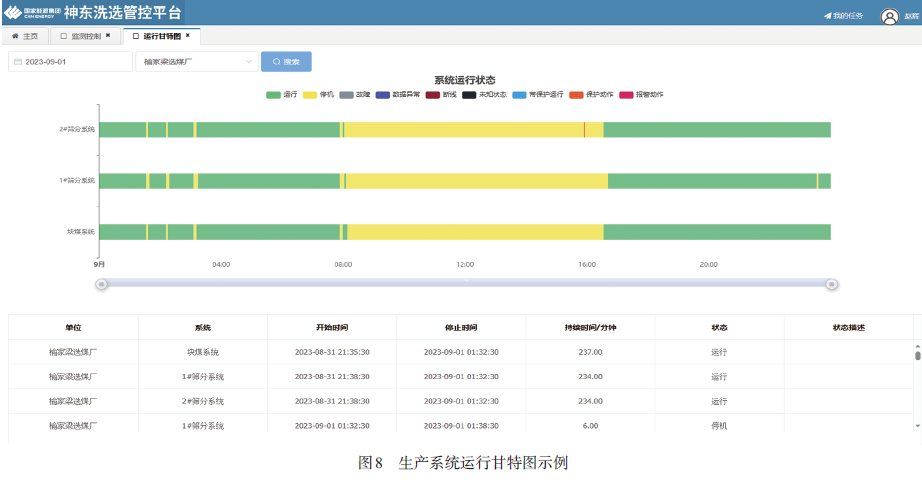
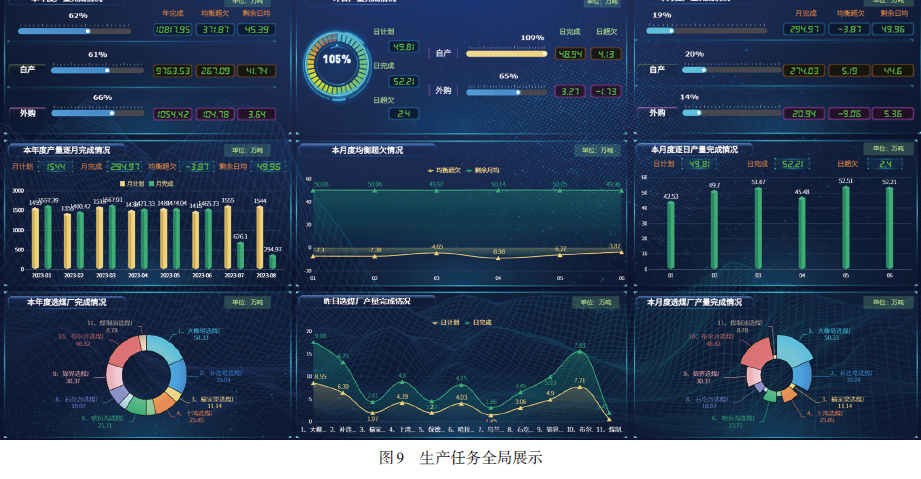
选煤厂采用数据分析和调度指挥双岗相结合的方式,利用数据分析系统提升生产组织的决策能力,数据分析人员调取生产系统运行甘特图(图8)、系统态势感知和保护动作数据,综合研判已完成的生产任务、计划检修时间和系统运行质量,计算剩余生产时间和预计的检修时间。计算结果将自动传递给上一级生产组织部门,上一层级部门会根据临时计划情况判断是否按照计划执行或者调整停车时间,由此提升了调度生产组织效率。生产任务全局展示如图9 所示。
产品结构策略智能决策
产品结构策略智能决策产品结构策略是影响选煤厂经济效益的主要因素。选煤厂按照工序可大致分为2 个部分:①从原煤仓到产品仓;②从产品仓到装车系统。从原煤仓到产品仓主要分为筛分破碎、洗选和煤泥水处理环节,产品主要为精煤、末精煤、粗煤泥、细煤泥、混煤、矸石等。在形成上述中间产品的过程中,可以按照系统内阀门、插板、筛板及工艺参数来调整中间产品的比例或者质量,这个调节的依据就是产品仓的质量要求。但是产品仓内的产品并不是最终商品煤,需要第2 段工序将各个产品仓的不同品质的煤进行掺配,达到特种煤或者混煤的煤质要求,所以,产品结构调整就显得十分有必要。
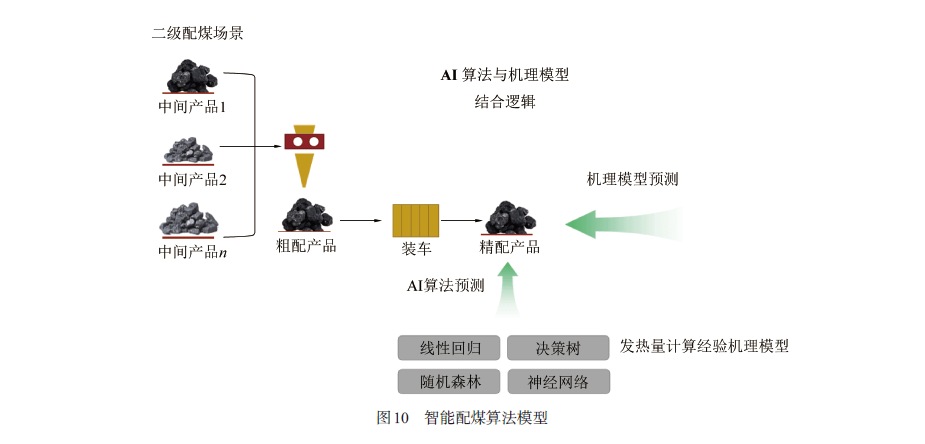
基于最优产品结构策略的目标,建立智能配煤模型。模型实现的基本原理是根据最终商品煤的质量要求,制定给煤机启停和变频调节方案,利用装车带式输送机灰分仪进行反馈调节,配煤精度依靠给煤机微调给煤量来实时调整,自动计算商品煤的合格率用以校正配煤模型。对全流程的煤质检测数据进行采集和存储,通过建立AI 算法预测模型和机理模型,并使2 个模式相结合,不断提升AI 算法预测模型的精度和决策权重,使配煤策略达到最优。智能配煤算法模型如图10 所示。
各中间产品的比例和质量需要利用工艺系统的煤流走向进行数据建模,利用监测数据和数质量平衡关系智能推演产品结构和预测效益,这个推演模型可以关联不同的生产方式并可以动态调整,最终实现产品结构的智能决策。
结 语
通过选煤厂智能化决策系统在神东矿区的应用,实现了多源数据的互联互通,全生产流程的协同和智能控制,建立了智能调度中枢管理体系,实现了生产品结构的智能决策,为生产任务实时调整提供可视可控的数据支撑。2021 年到2022 年,选煤厂电力消耗减少2.5%以上,设备故障率从0.04%降低到0.01%,人工工效从416 t/工提升到459 t/工,员工接触粉尘、噪声的时间每年减少1 500 h。利用生产工艺系统的智能切换功能,充分发挥选煤厂两级配煤作用,实现了煤炭洗选价值,直接经济效益约1.5 亿元。该智能决策系统的应用为选煤厂清洁、低碳、智能、高效发展提供了新的解决方案。
- 相关推荐
