采煤机导向滑靴抗磨降耗技术
时间:2022-12-02 作者:王吉凯 来源:智能矿山网 分享:导向滑靴是安装在滚筒采煤机底部的一种对耐磨性、强度要求极高的零件,对采煤机起导向和支撑作用。铁法煤业(集团)有限责任公司小康煤矿(以下简称小康煤矿) 俯采综放面属于大倾角(俯角>20°),所使用的 MG400/940-WD型采煤机机体向煤壁侧倾斜,机身和滚筒的倾斜分力指向煤壁,造成导向滑靴受力不平衡,磨损报废严重,如图1所示。根据统计数据可知,在这种条件下工作的导向滑靴使用寿命不足 3天,最少仅为1天,更换导向滑靴耗时4 h,严重影响矿井生产效率。
通过观察大倾角俯采时采煤机导向滑靴磨蚀、损坏特征,分析其受力特征,提出了在导向滑靴关键部位进行堆焊的方案,实践证明降耗增效效果明显。
导向滑靴磨蚀特征
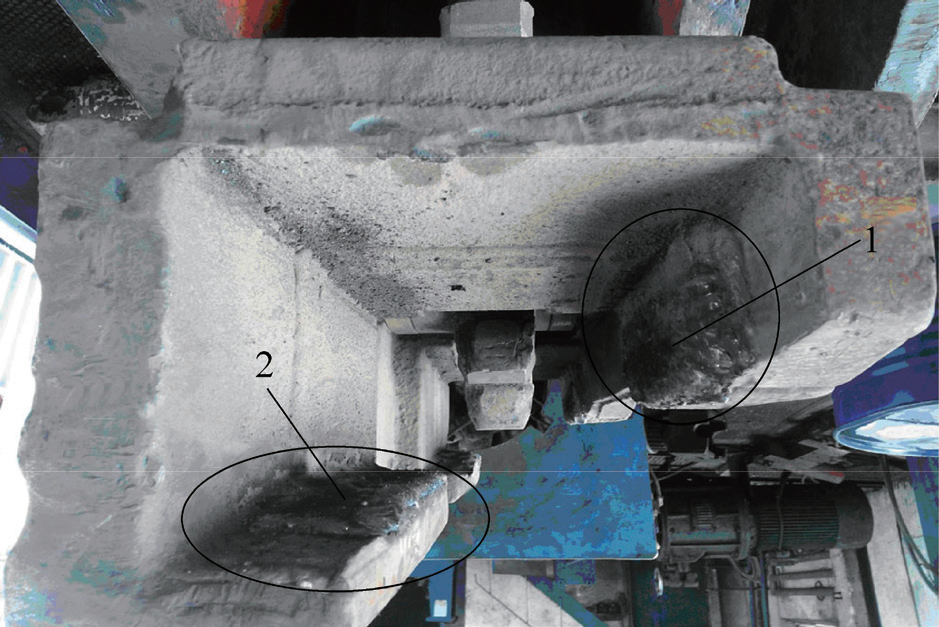
大倾角俯采条件下导向滑靴与销排接触的滑动导向面磨蚀特征如图2所示。其中,勾板导向面的磨蚀沟痕深度10 mm、宽度30 mm,立板导向面的磨蚀沟痕深度8 mm、宽度50 mm。

图1 损坏的导向滑靴
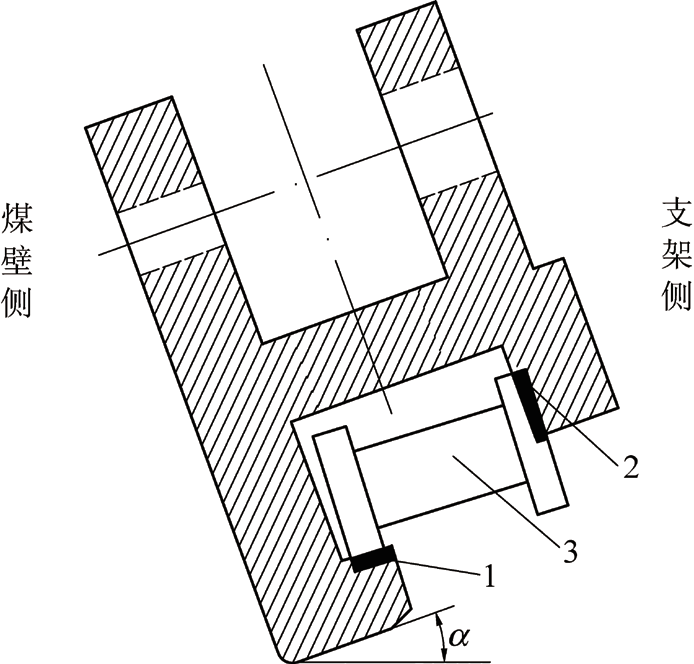
1—勾板导向面磨蚀处;2—立板导向面磨蚀处;3—销排;
α—俯采倾角
图2 导向滑靴磨蚀特征
α—俯采倾角;
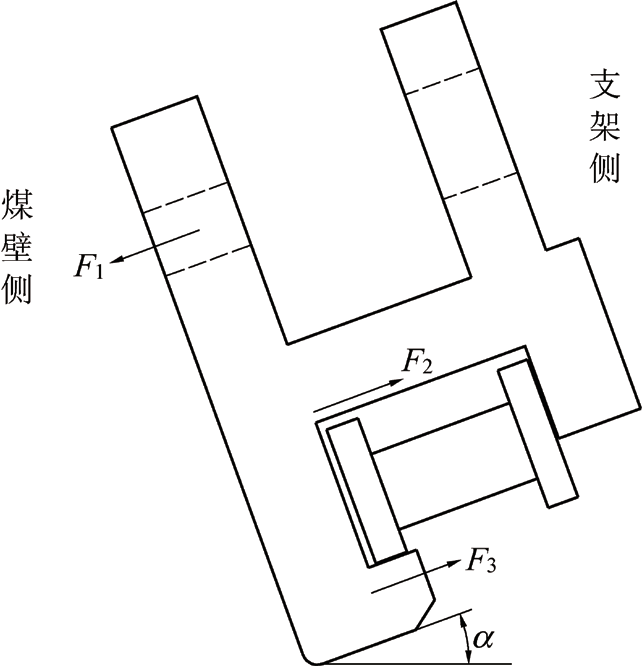
F 1—采煤机对导向滑靴的倾斜分力(指向煤壁侧);
F 2—销排对立板产生的拉力(指向支架侧);
F 3—销排对勾板产生的摩擦力(指向支架侧)
图3 导向滑靴破坏前受力分析
导向滑靴损坏力学分析
大倾角俯采工作面初采期间,采煤机对导向滑 靴产生的倾斜分力与销排对导向滑靴的拉力、摩擦 力相平衡,如图3所示。 由受力平衡可知F 1=F 2+F 3,因此,导向滑靴不 产生破断。当导向滑靴与销排接触的导向面磨蚀严重时,摩擦反力F 3逐渐减小,导向滑靴与销排的 配合间隙严重超限,二者发生相对位移,销排对 导向滑靴勾板产生较大压应力F 4(指向煤壁侧,图 4)。此时,可把压应力F 4与采煤机对导向滑靴的 倾斜分力F 1,看做简支梁结构,销排对立板产生的 拉力F 2为作用在简支梁上的集中应力,则在图4中1 处导向滑靴断裂面集中应力产生最大弯矩M max,从 而σmax= Mmax/Wz>[σ],其中σmax为导向滑靴破断 面的最大弯曲应力;W z为导向滑靴破断面的抗弯 截面系数;[σ]为导向滑靴的抗弯允许应力。因 此,导向滑靴勾板在图4中1处破断。
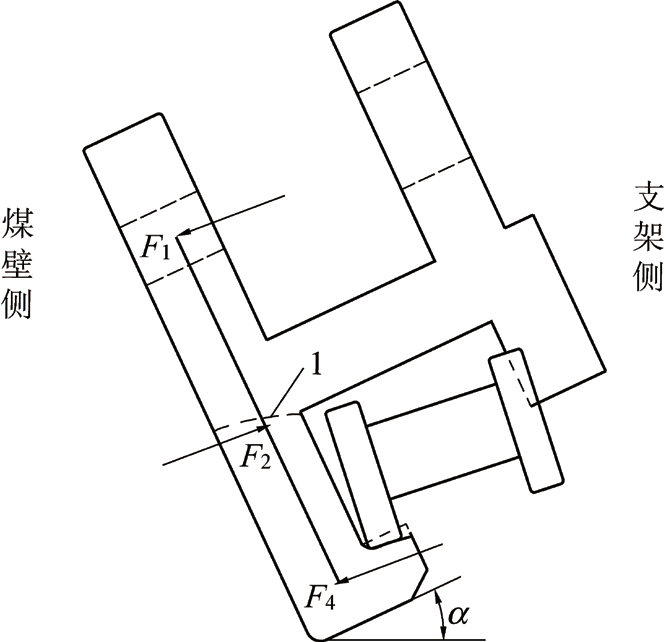
图4 导向滑靴破坏时受力分析
制作工艺
经力学特征分析,导向滑靴要适应大倾角俯采要求,需提高滑靴导向面的强度。因此,采用堆焊的方式在磨蚀导向面焊接耐磨层(底层4 mm,耐磨层4 mm),如图5所示。
制作工艺如下:
(1) 焊前将工件堆焊表面上的油、锈清理干净。
(2) 导向滑靴材质为ZG35CrMnSi,整体调质280~320 H B W,导向面硬度40~45 H R C,深度3~4 mm。选择焊接材料为JH-J506碳钢焊条和EF-16高耐磨焊条;JH-J506碳钢焊条具有低氢钾型药皮,熔敷金属具有良好的抗裂性能和力学性能; EF-16高耐磨焊条,堆焊层空冷硬化,韧性好、抗裂性好,抗磨粒磨损及金属间的磨损,是易磨损部件最有效的防磨材料。
(3) 焊接顺序如图6所示,首先采用JH-J506 碳钢焊条在导向面焊出底层,然后采用E F-6高耐磨焊条焊接耐磨层。
(4) 每焊完1层,必须将熔渣清除干净,并检查焊缝表面没有缺陷时方可进行第2层焊接,发现缺陷应将缺陷处磨出坡口重新焊接。操作时采用小电流并保持较短的焊接电弧,以防因热量集中造成焊缝应力过大而产生焊接裂纹。
( 5 )焊后锤击焊缝周围,以消除和扩散应力。
1—立板堆焊面;2—勾板堆焊面
图5 堆焊后的导向滑靴
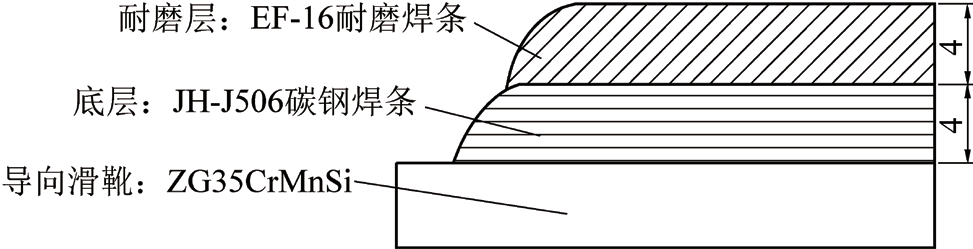
图6 焊接顺序
应用效果
导向滑靴磨蚀面堆焊后,增加耐磨层厚度为4 mm, 硬度提高到55~62 HRC,改善了导向滑靴受力情况。在井下连续使用1 个月后,导向面仅轻微磨损,耐磨性能大幅增强,使用寿命大幅提高。
经济效益
直接经济效益:采煤机导向滑靴1.2万元/件, 技术改造前,W1S1俯采工作面平均3天更换1次导向滑靴, 1 个月需更换10 件导向滑靴, 费用12 万元。技术改造后,1月内未更换过导向滑靴,堆焊材料耗费仅863元,相比原来每月节省费用11.9万元。
间接经济效益:按照工作面长度230 m、采高9.5 m、循环进度0.8 m、煤岩容重16.5 k N/m3、采出率85%、每循环产量为2 452 t计算。采煤机导向滑靴每更换一次影响生产4 h,相当于影响1个正规循环产量,按原煤售价为602元/t计算,则更换1次采煤机导向滑靴,损失147.6万元,按1个月更换10 次,损失1 476万元。
社会效益
采煤机导向滑靴抗磨降耗技术的成功实施,效果良好,知识型员工观察、分析和运用科学知识解决实际问题的能力得到体现,为企业节约了成本支出,降低了材料消耗。
- 相关推荐
