煤矿主煤流运输系统技术现状及发展趋势
时间:2022-07-07 作者:蒋卫良,郗存根,刘冰 来源:智能矿山网 分享:带式输送机是煤矿主煤流运输系统的重要装备,是保证煤矿连续运输的关键设备。煤矿带式输送机关键技术的发展可分为3代:第1代,“十一五”期间,煤矿带式输送机技术以大运量、长运距、高带速、大功率为主要特征,研究带式输送机整机及主要元部件(如输送带、托辊、驱动装置、张紧装置等)的可靠性,采用调速液力偶合器、CST、电软启动技术和多点多机驱动技术,实现了单机的大型化;第2代,“十二五”期间,随着电子信息、传感器与自动监测技术的进步,煤矿带式输送机在大型化发展的基础上应用了变频调速、自动化集中控制、综合保护、自动监测、故障诊断等关键技术,提升了煤矿带式输送机自动化水平;第3代,近年来,永磁直接驱动技术在煤矿带式煤矿主煤流运输系统技术现状及发展趋势蒋卫良 刘冰 郗存根输送机得到广泛应用,轻量化低阻力输送带、低阻力高速托辊等节能关键技术取得突破,关键位置检测技术、无人巡检技术、智能协同控制和在线监测与故障诊断等先进技术与装备的应用,进一步提高了煤矿带式输送机的可靠性和智能化水平。煤矿带式输送机技术迭代如图1所示。
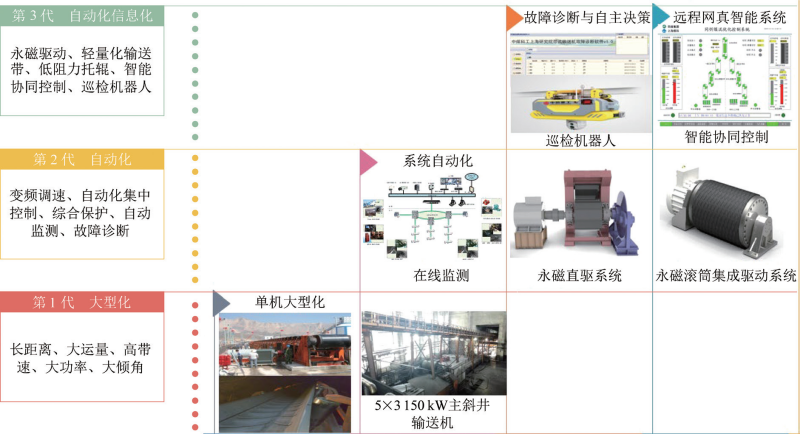
图1 煤矿带式输送机技术迭代
国家发改委等八部委发布的《关于加快煤矿智能化发展的指导意见》中明确提出“对具备条件的生产煤矿加快智能化改造,在主辅运输等生产经营管理环节,进行智能优化提升,…,实现传统煤矿的智能化转型升级;同步推进网络安全和煤矿智能化发展,加快工业互联网和车联网、新一代通信技术、云计算、大数据、人工智能、虚拟现实等现代信息技术在煤炭工业领域的推广应用”。
通过走访和调研国家能源集团红柳煤矿和枣泉煤矿、晋能控股煤业集团同忻煤矿、中煤华晋集团韩咀煤矿等煤矿企业,以及宁夏天地西北煤机有限公司、天津华宁电子有限公司等煤机企业,了解到目前煤矿主煤流运输系统自动化、信息化建设水平都有较大的提升,可以实现煤矿主运输系统带式输送机、煤仓、除铁器、给煤机、溜槽闸板和破碎机等设备的集控监视和控制。近几年,中煤科工集团上海有限公司、常州研究院、重庆研究院,宁夏广天下电子科技有限公司,上海精基实业有限公司,山西戴德测控技术有限公司等在永磁驱动技术、煤流智能控制技术、煤量检测技术等方面加快研究,并将产品在煤矿现场推广应用,但是用户在安全性、可靠性、高效性以及无人或少人化需求方面仍未满足。另外,还存在底层传感器感知不准确、输送带钢丝绳缺陷及带面损伤检测困难、故障诊断水平低、运行效率低、巡检及转载点用工多、无人巡检技术不成熟、各子系统或设备集成困难及电磁干扰等问题。

图2 BPJV-1600/6K高压隔爆兼本安型变频驱动装置
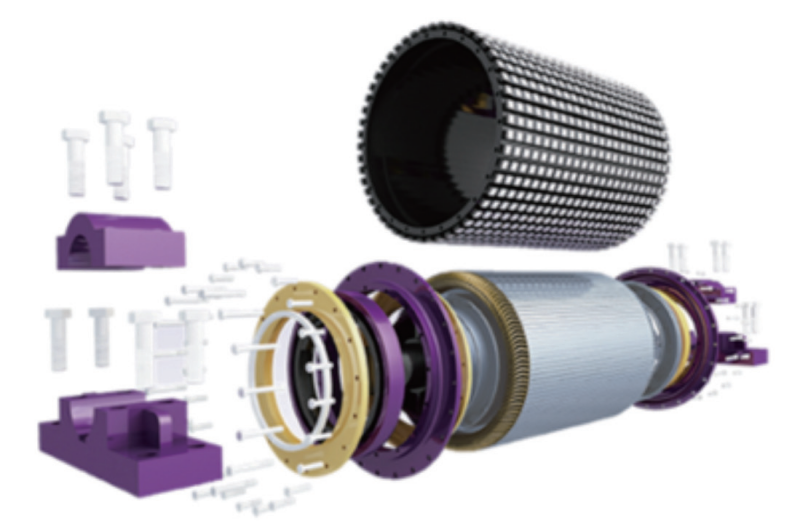
图3 隔爆型永磁电动滚筒
煤矿主煤流运输系统技术现状
随着信息技术、控制技术、驱动技术和图像分析技术的发展,煤矿主煤流运输系统出现了一些先进的检测、控制设备和驱动装备,如中煤科工集团上海有限公司研发的6 kV高压永磁驱动变频器、宁夏广天下电子科技的煤量检测仪和人员安全检测设备、山西戴德电子的输送带撕裂检测装置等,这些新技术的应用促使主煤流运输系统的保护更准确、监测更透明、运行更节能,减少了固定岗位值班人员。目前,煤矿主煤流运输系统的主要新技术有永磁直接驱动技术、语音IP扩播技术、煤流量检测和节能调速技术、异物视频分析技术、人员安全监测技术、无人巡检技术、煤流运输系统优化控制技术、运输系统设备故障监测和诊断技术。
永磁直接驱动技术
近年来,永磁变频同步直驱系统在煤矿带式输送机得到广泛应用。永磁直接驱动技术作为高效节能的新型软启动和功率平衡技术,已逐步取代原有的液力偶合器、CST和交流变频调速等带减速器的传统驱动方式,与传统方式相比,永磁直驱技术效率更高,特别是在轻负载情况下,节能效果更为明显。对于整个驱动系统而言,永磁直驱技术取消了减速器,不仅提高了系统的传递效率,还大幅减少了现场设备维护量,提高了设备可靠性。根据安标国家矿用产品安全标志中心有限公司的相关公布,目前我国开发的永磁直驱同步电动机功率涵盖30~1 600 kW,电压等级涵盖380/660/1 140/3 300/6 000/10 000 V等各个等级,常用转速范围60~90 r/min,其中已在煤矿井下应用的单机功率达800 kW,图2为中煤科工集团上海有限公司研发的BPJV-1600/6K高压隔爆兼本安型变频驱动装置,图3为江苏嘉轩智能工业科技股份有限公司研发的隔爆型永磁电动滚筒。 另外,国内已开发出315 kW/1 140 V隔爆型永磁电动滚筒驱动系统,并已实践应用,虽然存在一些技术缺陷,但是也为未来带式输送机驱动系统的升级换代提供了一个新的研究思路和发展方向 。
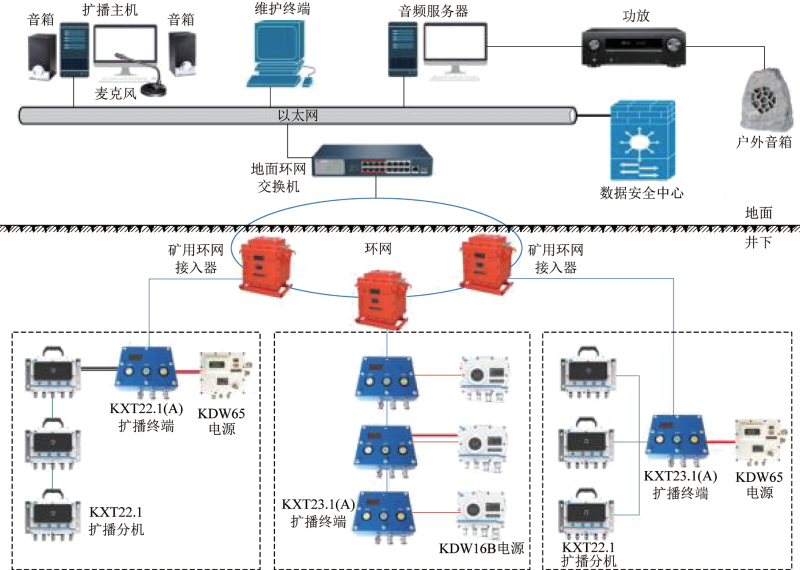
图4 矿用语音IP扩播系统
语音 IP 扩播技术
煤矿主煤流运输系统沿线距离长,带式输送机保护装置的语音系统可实现机头与沿线之间的语音通信。为提升地面/井下的调度指挥效率,需建设IP扩播系统。矿用IP网络扩播系统由网络扩播控制主机、矿用本安型IP网络扩播终端、矿用本安型扩播终端电源、光缆、电缆等组成(图4),可实现带式输送机沿线向调度室进行对讲功能。地面集控室设置1台工业控制计算机,安装扩播软件,用于实现井上和井下输送带沿线的语音对讲功能,借助工业环网平台进行信号传输;每条输送带的机头处设置1台语音扩播终端,终端接入输送带语音通话系统,实现输送带沿线的语音上传功能。
煤流运输系统优化运行技术
带式输送机运输系统优化控制技术的核心在于准确地测量煤流量,基于瞬时煤流量建立煤料分布模型,然后实现带式输送机、给煤机、破碎机、煤仓等设备多机协同联动,远程集中控制,运行工况检测及顺/逆煤流启车等功能。
为提高带式输送机运输系统的运行效率,降低设备损耗,国内外厂商开展了相应带式输送机煤流量检测和节能调速技术控制的研究。瑞典ABB公司依托其核心的中高压变频技术,针对煤矿井下主运输系统,设计开发了煤流负荷检测及计算模型,将变频器具备自适应动态调速功能作为系统重点,以实现变频器最大化的使用价值。带式输送机调速原理如图5所示,其中:Q为运量;t为时间。
国内宁夏广天下电子科技有限公司基于智能机器视觉开发了输送带组安全节能解决方案,针对输送带组工艺特点,将智能机器视觉分析、工业控制等系统集成,利用智能机器视觉分析设备、PLC控制设备,将智能机器视觉与工业控制相结合,实现对输送带组自动调速,达到节电运行目标;唐山开诚科技有限责任公司等煤机企业基于变频调速技术和料流检测技术,开展了相关节电运行技术研究;中煤科工集团常州研究院根据采煤、运输、中转存储等生产流程,研究了全煤矿主线设备协同控制技术,设备按需运行,智能调速,减少空载运行时间,防止带式输送机压煤过载事故,使运输线稳定连续高效运行;中煤科工集团上海有限公司建立了煤量模型,研究煤矿主运输系统运行和控制工艺,研发了煤矿连续运输系统煤矿主均衡控制系统,图6、图7分别为中煤科工集团上海有限公司研制的煤量检测仪和在察哈素煤矿的应用实践。相关产品已开展工业性应用,但煤流量检测的准确性、协同控制工艺技术成熟度不高,以及各煤矿运输系统搭接方式、机电设备自身状况不同,目前尚未见有常态化运行的系统。
视频 AI 分析技术
在带式输送机运行过程中,如果落料点有异物(如锚杆、钢板、大块矸石等)突然出现,很可能会堵塞溜槽甚至划伤输送带。为保障安全生产,避免损失扩大,需要配置输送带带面监测系统,当发现异物时能够发出语音报警信号提醒值班人员,同时通过工业环网传送至现场PLC系统和集控室的智能分析设备中,产生报警停机信号。
在煤矿生产中,保障人员安全始终是重中之重的工作。由于人员安全意识欠缺、操作不当等原因导致安全危险事故时有发生,煤矿主煤流运输系统通过视频图像分析,划定危险区域并实时监测,以及检测人员违章行为,可以有效避免安全事故的发生。利用视频A I技术,通过视频区域划分,可进行不戴安全帽、区域入侵、行车不行人、人员在岗、猴车违规、堆煤、输送带跑偏、烟火、积水等识别,并对人员违章等进行拍照和录像,及时发出联动报警。图8为视频AI技术功能和应用效果。
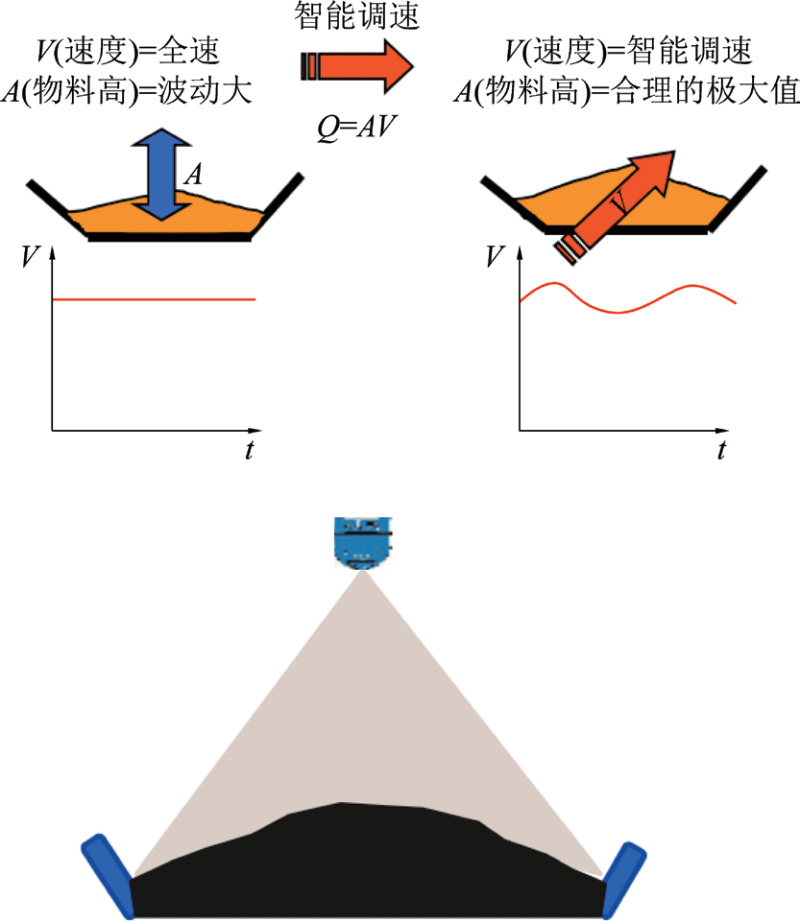
图5 带式输送机调速原理

图6 煤量检测仪
煤流运输系统节能设计
(1)轻量化输送带
钢丝绳细,覆盖胶薄,质量减小25%~30%,与同规格钢丝绳芯输送带相比,芳纶输送带质量更小(同等覆盖胶厚度条件下约为钢丝绳芯输送带的40%),带体更薄,成槽性更好,易维护,耐冲击和防撕裂特性更好,能耗更低。轻量化输送带结构特点如图9所示。
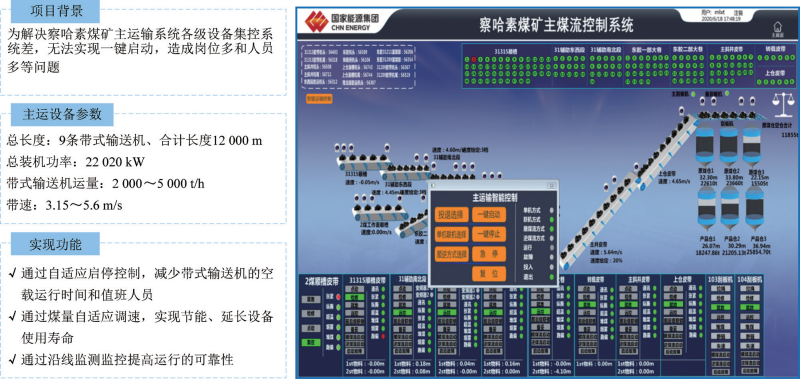
图7 煤量检测仪实践应用案例
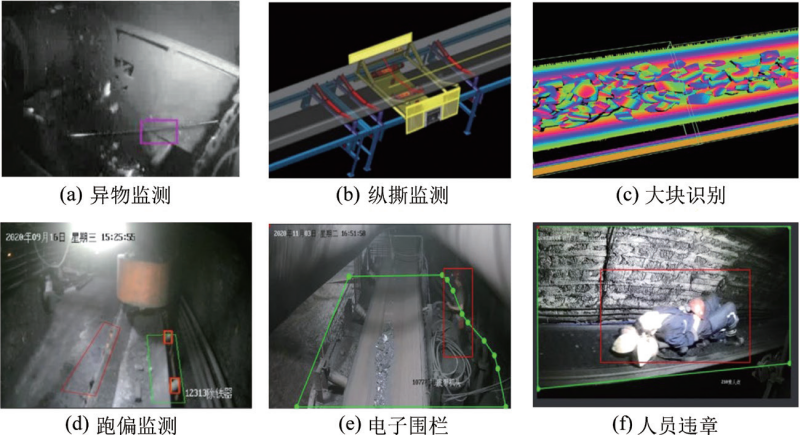
图8 视频AI技术功能和应用效果
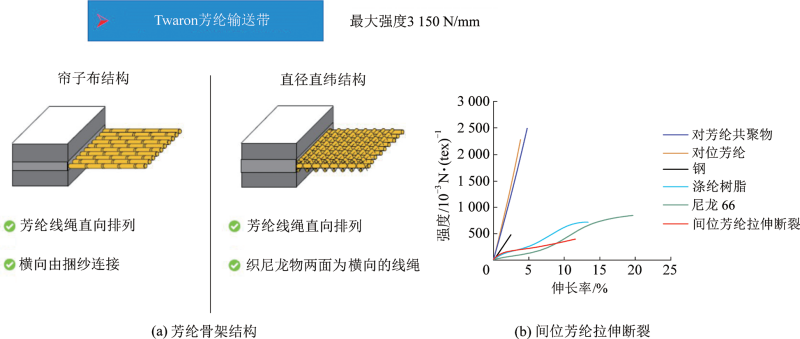
图9 轻量化输送带结构特点
(2)低阻力输送带LRR
采用低阻力输送带,可大幅降低带强,减少驱动功率,节省能耗,降低带式输送机系统运行成本。
(3)低阻力托辊
常见低阻力托辊如图10所示。非金属托辊采用性能优异的工程塑料,先进的生产工艺制作,筒体经超高压挤出,具有高耐磨、耐腐蚀、阻燃、抗静电等优异性能,托辊采用组合式密封,配合消音套,降低巷道噪声20 dB以上。非金属锥形螺旋调心托辊不仅纠偏作用明显,而且可以减少对输送带的磨损,但可靠性还需要进一步验证,耐高温特性需要提高。低旋转阻力不锈钢托辊因其采用专用低阻力轴承、专用密封、专用油脂和不锈钢辊体而造价高昂,目前推广应用较少。
(4)托辊间距优化
目前无论是地面带式输送机,还是煤矿井下带式输送机的设计(如DTIIA设计手册中的规定),均存在托辊布置的间距固化,未根据具体运量、带速及输送机类型等参数进行优化设计的问题。
运输系统设备故障监测和诊断技术
为保障煤矿大型关键机电设备安全可靠运行,带式输送机等大型机电设备运行状态监测与故障分析主要依赖于煤矿工人敲击触摸判断和红外温度定期监测。由于工人直觉目测、敲击、触摸等手段受人为因素影响较大,可靠性较差,同时采用单一的温度监测方法,难以完成设备安全监测和早期预警的任务,因为在设备运行过程中,只有在即将出现较严重故障时轴承的温度才会急剧上升,温度监测不能满足及时报警的现场要求。正确有效地揭示设备潜在故障的发生、发展和转移,可以为维修管理提供准确、可靠的依据,从而节约维修费用,避免机电设备意外停机和重大事故发生,实现设备维修管理的科学化、规范化、系统化、信息化,提高大型装备维修管理水平,提升煤炭重大装备运行的安全性和可靠性。
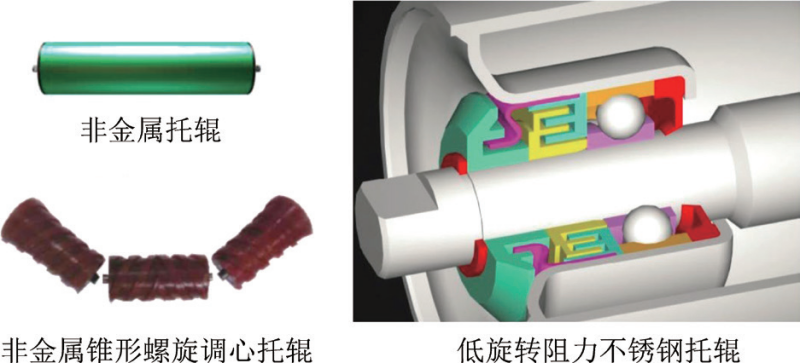
图10 低阻力托辊
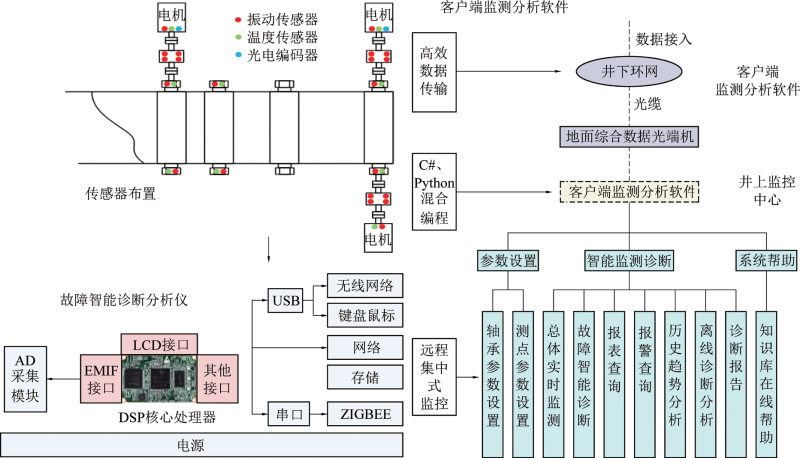
图11 基于云平台的带式输送机故障诊断系统
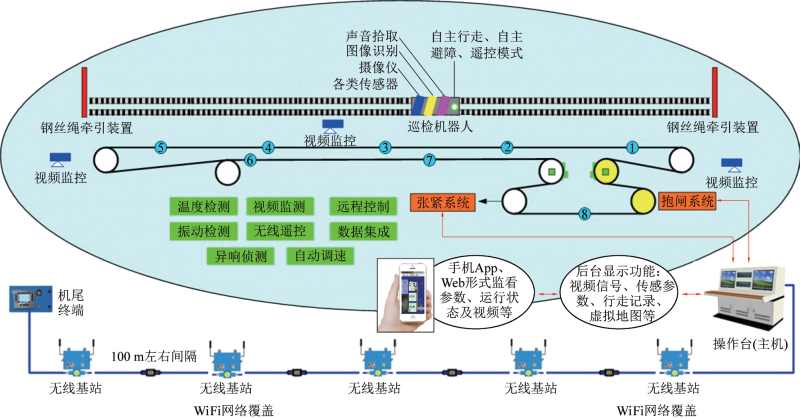
图12 无人巡检系统结构
为实现对设备进行预测性维修,最大限度地延长设备使用寿命。山东科技大学提出了设备安全运行监测与可靠性管理系统(DHMS);中煤科工集团上海有限公司提出了基于云平台的带式输送机故障诊断系统(图11),通过布设无线振动、温度传感器对设备状态进行在线监测,对设备进行故障分析与诊断。对动态振动、温度等数据进行分析,得到设备运行的各种图谱(包括加速度峭度、均方根值、幅值谱、电流谱、谱密度、倒频谱、包络谱等),可对设备进行精确故障分析与诊断。结合设备的具体结构和维护保养信息,建立设备运行的故障特征库,快速诊断设备故障,分析历史运行数据,预测设备的劣化趋势。
巡检机器人
巡检机器人可以代替巡检工定时、定点、高质量地完成井下设备的日常巡检任务,模拟巡检工井下巷道行走。巡检机器人可搭载多种传感器,实时采集现场相关信息,以数字化图像、声音和准确的数据实时归类存储,便于故障问题的查询复现,无人巡检系统结构如图12所示。中信重工开诚智能装备有限公司、天津华宁电子有限公司、沃德科技有限公司研发的巡检机器人均在研究测试阶段,如天津华宁电子有限公司的本安型巡检机器人可以采集带式输送机沿线的视频信号,分析沿线跑偏情况,但对于托辊损坏、沿线机架变形等无法检测。
煤矿主煤流运输系统发展趋势
煤矿智能化建设是个长期的过程,目前输送机张紧力的动态调节、大型元部件的可靠性、转载点溜槽堵塞检测和疏通机构、大数据运维应用及与综采综掘系统的协同等技术不够成熟,尚处于试验尝试的研究阶段。
张紧力动态调节可有效提升设备寿命
巷道带式输送机是把综采工作面的煤运往采区煤仓的必备设备,未能减少工作面搬家次数,增加生产时间,减少初末采顶煤损失量,降低吨煤成本。近年来随着相关技术的发展,工作面的推进长度逐步加大,意味着巷道输送机铺设长度也逐步延长,目前,6 000 m推进长度的工作面已比较常见。在工作面推进过程中,巷道带式输送机逐步缩短,输送机载荷也在变小,而张紧力保持恒定,就造成设备的无效损坏增加,张紧力与设备寿命对应关系见表1。

表1 不同输送长度下张紧力与设备寿命对应关系
张紧力的计算需要带式输送机主机厂在设计阶段根据输送带长度、巷道坡度及载荷变化得到的一系列数据进行处理,为保证运行可靠性,需要分段实施调节。关键是建立载荷量、带速、输送带长度及巷道坡度与张紧力之间的关系,并将张紧力调节对应的数据关系表固化在主控设备程序中,在带式输送机运行时,主控设备对输送带长度、巷道坡度及运输载荷进行实时跟踪并与数据库进行比对,然后将实际所需张紧力大小发送至张紧装置进行调节,可以有效提高机架、输送带、听筒及托辊的使用寿命,但是目前该技术尚不成熟,是带式输送机优化运行的一个发展方向。
大型元部件可靠性有待提升
随着煤矿主运输系统特别是主斜井带式输送机逐步向大型化方向发展,需要开发单机功率大于的高压变频驱动系统(含高压电动机、减速器、联轴器等)、合力3 500 kN的超大型传动滚筒、制动力矩大于1 000 kN·m的可控盘式制动器、额定逆止力矩2 000 kN·m的低速逆止器、强度的矿用钢丝绳芯输送带等新设备。上述大型元部件的技术性能与可靠性还需深入研究,相关性能测试和安全准入分析验证方法也需要完善,同时改进元部件加工工艺,提高设备的现场安装质量,安全可靠运行,以满足煤矿安全高效生产的需要。
转载点堵塞检测及疏通机构的研发
带式输送机转载点是煤矿主运输系统的一个主要故障点,转载点堵塞堆煤,现场清理堆煤增加了现场维护人员的工作量,故障后的恢复时间较长也挤占了正常运煤的时间,影响主运输系统的正常生产。目前在转载点溜槽堵塞检测方面出现一些压力式和行程式的传感器,但检测准确率不高。另外,针对转载点溜槽堵塞采用离散元(EDEM)分析技术可以模拟煤流运行过程中的动态行为特征,协助设计人员对无动力防堵抑尘转载溜槽和全密封导料槽进行设计、测试和优化,虽然能大幅降低故障率、提高生产效率,但是仍无法避免堵塞问题。因此,研发新型溜槽堵塞检测传感器和自动化溜槽堵塞疏通机构是解决该问题的一个研究方向。
主煤流系统的运维管理
主煤流系统的智能化运维涵盖主煤流运输系统集中监控、优化运行、主运输系统设备协同控制以及关键元部件的故障诊断、故障预维护。现有的产品均是独立的,故障诊断只负责关键设备的故障诊断、分析;主运输系统带式输送机集控系统只负责带式输送机的集中监视和控制;智能调速、异物识别、人员安全监视也都是独立的系统。与煤矿主煤流运输系统配套的运维管理平台是目前市场上现存产品的短板。煤矿主运输系统所用带式输送机为非标设备,各套带式输送机驱动设备、电机、滚筒、托辊及供配电设备规格和供应品牌均有差异。
煤矿主运输系统运维管理管理需涵盖主运输流程的安全、生产、经营全方面,可对设备状态、寿命健康、故障预警等进行精细管理与预警,指导检修。
融合各系统数据,打破信息孤岛,为经营优化(设备采购库存优化、人员效率)和安全优化提供决策辅助,解决“该不该修,何时修,修哪里,怎么修”是主煤流系统大数据运维应用的发展趋势。
综掘系统、综采系统、储煤系统与主运输系统的协同控制
主运输系统的煤流量与综掘系统、综采系统、储煤系统均有关联,但目前煤矿现场的这些子系统均是独立的,甚至无数据交换,这种情况是不合理的。综采系统和综掘系统决定主运输系统的来料量,而储煤系统可以决定主运输系统的最大运量,保证整个系统源头的煤料能够及时运出,防止堆煤、洒煤。近几年,综采工作面智能化程度得到大幅提升,但是综采工作面的工况较为复杂且环境恶劣,易造成采煤机切割速度不可控和放顶煤煤量不可控,导致卸煤量不可预测;而掘进工作面面临锚杆支护、输送机移架等问题,同时储煤系统面临数据不通的问题。因此,为实现采、掘、运、储的协同控制,需要打通各个环节的数据壁垒,建立各个环节的煤量模型,并确定各个环节的关联关系,进行大数据的积累和分析,使采、掘、运、储达到一种相对优化的运行方式,这也是煤矿主煤流运输系统未来的一个发展方向。
- 相关推荐
